প্রেস ব্রেক পাঞ্চ/ডাই উপরের এবং নীচের ছাঁচে বিভক্ত, যা শীট মেটাল স্ট্যাম্পিং গঠন এবং ছাঁচ আলাদা করার জন্য ব্যবহৃত হয়। গঠনের জন্য ছাঁচে একটি গহ্বর থাকে এবং আলাদা করার জন্য ছাঁচের একটি কাটিয়া প্রান্ত থাকে। প্রেস ব্রেক মেশিনের পাঞ্চ/ডাই ওয়ার্কপিসের নির্ভুলতার উপর দারুণ প্রভাব ফেলে। নমন প্রক্রিয়ায়, ছাঁচটি হল ওয়ার্কপিসের সাথে যোগাযোগ করে।
বেন্ডিং মেশিন/প্রেস ব্রেকের প্রেস ব্রেকগুলি হল এল-আকৃতির, আর-আকৃতির, ইউ-আকৃতির, জেড-আকৃতির, ইত্যাদি। উপরের ডাইটি মূলত 90 ডিগ্রি, 88 ডিগ্রি, 45 ডিগ্রি, 30 ডিগ্রি, 20 ডিগ্রি, 15 ডিগ্রী, ইত্যাদি কোণ। নীচের ছাঁচে একটি 4~18V ডাবল খাঁজ এবং বিভিন্ন খাঁজ প্রস্থ সহ একক খাঁজ রয়েছে, সেইসাথে R লোয়ার মোল্ড, তীব্র কোণ নিম্ন ছাঁচ, চ্যাপ্টা ছাঁচ ইত্যাদি।

অতি উচ্চ নির্ভুলতা
নমন প্রক্রিয়া চলাকালীন ওয়ার্কপিসের নির্ভুলতাকে ব্যাপকভাবে প্রভাবিত করতে ছাঁচের নির্ভুলতার জন্য এটি অত্যন্ত গুরুত্বপূর্ণ। ব্যবহার করার আগে ছাঁচের পরিধান অবশ্যই পরীক্ষা করা উচিত। পরিদর্শন পদ্ধতি হল উপরের ছাঁচের সামনের প্রান্ত থেকে কাঁধ পর্যন্ত দৈর্ঘ্য এবং নীচের ছাঁচের কাঁধের মধ্যবর্তী দৈর্ঘ্য পরিমাপ করা। প্রচলিত ছাঁচের জন্য, প্রতি মিটারের বিচ্যুতি প্রায় ±0.0083mm হওয়া উচিত এবং মোট দৈর্ঘ্যের বিচ্যুতি ±0.127mm-এর বেশি হওয়া উচিত নয়৷ নির্ভুলতা নাকাল ছাঁচ হিসাবে, প্রতি মিটার নির্ভুলতা ±0.0033 মিমি হওয়া উচিত এবং মোট নির্ভুলতা ±0.0508 মিমি এর বেশি হওয়া উচিত নয়। ইলেক্ট্রো-হাইড্রোলিক নমন মেশিন বা টরশন শ্যাফ্ট নমন মেশিনের জন্য সূক্ষ্ম নাকাল ছাঁচ এবং ম্যানুয়াল নমন মেশিনের জন্য প্রচলিত ছাঁচ ব্যবহার করার পরামর্শ দেওয়া হয়।
CNC প্রেস ব্রেক মেশিনের টুল বিভাগটি নীচের মত:

স্বয়ংক্রিয় স্থির ইনস্টলেশন
উপরের ডাইটি ইনস্টল করা হয় যখন স্লাইডারটি উপরের মৃত কেন্দ্রে উঠে যায় এবং ছাঁচ ক্ল্যাম্পিং সিস্টেম ক্ল্যাম্পিং চাপ প্রয়োগ না হওয়া পর্যন্ত একাধিক ছাঁচকে জায়গায় রাখতে পারে।
হাইড্রোলিক ক্ল্যাম্পিং সিস্টেম
হাইড্রোলিক ক্ল্যাম্পিং সিস্টেম হল সবচেয়ে কার্যকর ক্ল্যাম্পিং পদ্ধতি। নতুন এবং পুরানো উভয় মেশিনই এই ক্ল্যাম্পিং সিস্টেম ব্যবহার করতে পারে, সময় এবং খরচ সাশ্রয় করে। পুরানো নমন মেশিনের লোড-ভারবহন পৃষ্ঠ ক্ষতিগ্রস্ত হলে, হাইড্রোলিক ক্ল্যাম্পিং সিস্টেমটি ক্ষতির প্রতিকারের জন্য সর্বোত্তম পছন্দ হবে, পাশাপাশি ক্ল্যাম্পিং এবং ইনস্টলেশনের দক্ষতাও উন্নত করবে।

স্বয়ংক্রিয়ভাবে জায়গায় চেপে
যখন ক্ল্যাম্পিং চাপ প্রয়োগ করা হয়, তখন উপরের ডাইটি টানা হয় এবং স্বয়ংক্রিয়ভাবে জায়গায় চেপে যায়। এটি নমন প্রক্রিয়া চলাকালীন ছাঁচের নীচে উপরের ছাঁচটি চাপার প্রয়োজনীয়তা দূর করে।
পাঞ্চ/ডাই পছন্দ
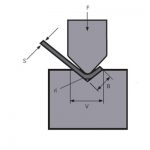
প্রথমে, বাঁকানো শীটের বেধ নির্ধারণ করুন। উদাহরণস্বরূপ, আপনি 0.75 মিমি থেকে 6.30 মিমি পুরু প্লেট বাঁকতে চান। তারপরে, ন্যূনতম প্রয়োজনীয় V-ডাই আকার অনুমান করতে পাতলা শীটের বেধকে 8 দ্বারা গুণ করুন। এই উদাহরণে, একটি 0.75 মিমি প্লেট হল ন্যূনতম ছাঁচের প্রয়োজন, তাই 0.75×8=6। তৃতীয়, প্রয়োজনীয় সর্বাধিক V- আকৃতির ডাই আকার অনুমান করতে মোটা শীটের বেধকে 8 দ্বারা গুণ করুন।
8 বার নীতি
অর্থাৎ, ভি-আকৃতির ছাঁচের খোলার শীটের পুরুত্বের 8 গুণ হওয়া উচিত। নিকটতম ছাঁচটি নির্বাচন করতে শীটের বেধকে 8 দ্বারা গুণ করুন। উদাহরণস্বরূপ, একটি 1.5 মিমি পুরু প্লেটের জন্য একটি 12 মিমি ছাঁচ প্রয়োজন (1.5×8=12 মিমি)। যদি এটি একটি 3.0 মিমি প্লেট হয়, একটি 24.0 মিমি ছাঁচ প্রয়োজন। (3.0×8=24.0)। এই অনুপাতটি সেরা কোণ পছন্দ প্রদান করতে পারে, যে কারণে অনেকে এটিকে "সেরা পছন্দ" বলে। সর্বাধিক প্রকাশিত নমন চার্টগুলিও এই সূত্রকে কেন্দ্র করে।
মডেল নির্বাচনের নিয়ম
এল-আকৃতির ওয়ার্কপিস বাঁকানোর জন্য নির্বাচনের নিয়ম হল যে কোনও নিয়ম নেই, প্রায় কোনও উপরের ডাই ব্যবহার করা যেতে পারে। তাই ওয়ার্কপিসগুলির একটি গ্রুপের জন্য উপরের ছাঁচগুলি বেছে নেওয়ার সময়, এল-আকৃতির ওয়ার্কপিসগুলিকে শেষ বলে বিবেচনা করা যেতে পারে, কারণ প্রায় যে কোনও উপরের ছাঁচ তাদের বাঁকতে পারে। এই এল-আকৃতির ওয়ার্কপিসগুলিকে বাঁকানোর সময়, উপরের ছাঁচগুলি ব্যবহার করার পরামর্শ দেওয়া হয় যা অন্যান্য ওয়ার্কপিসগুলিকেও বাঁকতে পারে। ছাঁচ কেনার সময়, কম ভাল। এটি শুধুমাত্র ছাঁচের খরচ কমানোর জন্য নয় বরং প্রয়োজনীয় ছাঁচের আকারের সংখ্যা কমাতে এবং ইনস্টলেশনের সময় কমাতেও।


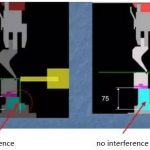
যখন ওয়ার্কপিসের উপরের অংশটি নীচের অংশের চেয়ে দীর্ঘ হয়, তখন একটি গুজনেক ডাই প্রয়োজন হয়। ওয়ার্কপিসের উপরের অংশটি নীচের অংশের চেয়ে ছোট হলে, উপরের যে কোনও ডাই ঠিক থাকে। যখন উপরের অংশ এবং ওয়ার্কপিসের নীচের অংশটি একই দৈর্ঘ্যের হয়, তখন একটি তীব্র-কোণ উপরের ডাই প্রয়োজন হয়। সংক্ষেপে, উপরের ডাই নির্বাচনের নিয়মটি মূলত ওয়ার্কপিসের হস্তক্ষেপের উপর নির্ভর করে, যেখানে নমন সিমুলেশন সফ্টওয়্যার একটি গুরুত্বপূর্ণ ভূমিকা পালন করতে পারে। যদি ব্যবহৃত সিস্টেমটি বাঁকানো পরিস্থিতি অনুকরণ করতে না পারে, আপনি নীচের চিত্রে দেখানো হিসাবে উপরের ছাঁচের ওয়ার্কপিসের হস্তক্ষেপ ম্যানুয়ালি পরীক্ষা করতে গ্রিড পটভূমি সহ অঙ্কনটি ব্যবহার করতে পারেন।


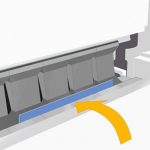
কোন ইন্ডেন্টেশন ছাঁচ নেই
প্রায় সমস্ত সাধারণ V- আকৃতির নমন মেশিনের ছাঁচগুলি ওয়ার্কপিসে কিছু চিহ্ন রেখে যাবে, কারণ নমনের সময় ধাতুটি ছাঁচে চাপা হয়। বেশিরভাগ ক্ষেত্রে, চিহ্নগুলি ছোট বা গ্রহণযোগ্য। ব্যাসার্ধ বাড়ালে মার্ক কম হতে পারে। কিন্তু কখনও কখনও এমনকি ক্ষুদ্রতম চিহ্নগুলি অগ্রহণযোগ্য, যেমন বাঁকানোর আগে আঁকা বা পালিশ করা প্লেট। নাইলন সন্নিবেশগুলি ইন্ডেন্টেশনগুলি দূর করতে ব্যবহার করা যেতে পারে, যেমনটি নীচের চিত্রে দেখানো হয়েছে। ইন্ডেন্টেশন-মুক্ত নমন বিশেষভাবে উত্পাদিত বিমান বা মহাকাশের অংশগুলির জন্য গুরুত্বপূর্ণ কারণ পরিদর্শকদের জন্য খালি চোখে একটি অংশ পরিদর্শন করা এবং স্ক্র্যাচ এবং ফাটলগুলিকে আলাদা করা কঠিন।

সংশ্লিষ্ট পণ্য
 হাইড্রোলিক প্রেস ব্রেক মেশিনের টনেজ কীভাবে চয়ন করবেন
হাইড্রোলিক প্রেস ব্রেক মেশিনের টনেজ কীভাবে চয়ন করবেন- নমন মাঝারি এবং পুরু প্লেট WILA দক্ষ সমাধান
- সিএনসি নমন মেশিনের দক্ষতা ব্যবহার করুন
- নমন মেশিন ছাঁচের প্রচলিত নমন ক্রম এবং দৈনিক ব্যবহারের স্পেসিফিকেশন
- শীট মেটাল নমন মেশিন বিনামূল্যে নমন সময় নমন বল গণনা
- প্রেস ব্রেক ডাইস কি দিয়ে তৈরি? প্রেস ব্রেক টুলিং কি?
- হাইড্রোলিক প্রেস ব্রেক কত প্রকার
- কেন একটি প্রেস ব্রেক নমন মেশিন একটি ক্ষতিপূরণ সিস্টেম যোগ করুন
- প্রেস ব্রেক ক্রাউনিং কি?
- আপনার প্রেস ব্রেক জন্য বাঁক ভাতা গণনা কিভাবে