স্টেইনলেস স্টীল সিঙ্কের উৎপাদন প্রক্রিয়া সংক্ষেপে পরিচয় করিয়ে দিন। স্টেইনলেস স্টীল সিঙ্কের উৎপাদনে সাধারণত কাঁচামাল নির্বাচন, উৎপাদন প্রক্রিয়া, পৃষ্ঠের চিকিত্সা ইত্যাদি অন্তর্ভুক্ত থাকে। সাধারণত, এই তিনটি ধাপের প্রয়োজন হয়, যার মধ্যে কাঁচামাল নির্বাচন এবং উত্পাদন এবং চিকিত্সা প্রক্রিয়াগুলি সবচেয়ে গুরুত্বপূর্ণ।
কাঁচামাল নির্বাচন
বর্তমানে, গার্হস্থ্য স্টেইনলেস স্টিল সিঙ্ক প্রস্তুতকারকদের দ্বারা সাধারণত ব্যবহৃত স্টেইনলেস স্টিল উপকরণগুলি হল 0.8-1.0 মিমি পুরু স্টেইনলেস স্টীল প্লেট, যা সিঙ্ক তৈরির জন্য সবচেয়ে উপযুক্ত। যদি প্লেটটি খুব পাতলা হয় তবে এটি সিঙ্কের পরিষেবা জীবন এবং শক্তিকে প্রভাবিত করবে। যদি প্লেটটি খুব পুরু হয় তবে ধোয়া থালাবাসনের ক্ষতি করা সহজ।

উৎপাদন প্রক্রিয়া
স্টেইনলেস স্টীল সিঙ্ক বেসিনের জন্য দুটি প্রধান চিকিত্সা প্রক্রিয়া রয়েছে: ঢালাই এবং এককালীন গঠন।
1. ঢালাই পদ্ধতি
ঢালাই পদ্ধতি হল খাঁজ পৃষ্ঠ এবং খাঁজ বডিকে আলাদাভাবে পাঞ্চ করা, এবং তারপর ঢালাইয়ের মাধ্যমে দুটিকে সংযুক্ত করা এবং ঢালাইয়ের পৃষ্ঠটি পূরণ এবং পলিশ করা। সাধারণত, সামনে চেহারা কোন ঢালাই ট্রেস আছে. এই উত্পাদন এবং প্রক্রিয়াকরণ পদ্ধতি প্রক্রিয়ায় সহজ এবং ছোট পাঞ্চ প্রেস সরঞ্জাম এবং সাধারণ ছাঁচ দ্বারা অর্জন করা যেতে পারে। সাধারণত, 0.5-0.7 মিমি স্টেইনলেস স্টীল প্লেট ব্যবহার করা হয়। এই প্রক্রিয়াকরণ পদ্ধতিতে উৎপাদন প্রক্রিয়ার সময় কম ক্ষতি হয় এবং খরচ তুলনামূলকভাবে কম। অতএব, এই পদ্ধতি দ্বারা উত্পাদিত স্টেইনলেস স্টীল সিঙ্কের দাম তুলনামূলকভাবে কম। এখন যতক্ষণ এটি একটি নিয়মিত প্রস্তুতকারকের থেকে একটি পণ্য, ঢালাই প্রক্রিয়া সংখ্যাসূচক নিয়ন্ত্রণ তরঙ্গ প্রতিরোধের ঢালাই দ্বারা ঢালাই করা হয়, এবং গুণমান পাস হয়। দুটি উপায় আছে:
1) প্রথমটি হল বেসিন এবং প্যানেলের চারপাশের ঢালাই, যাকে সীম ওয়েল্ডিং (নীচের ঢালাই)ও বলা হয়।
এর সুবিধা হল এর সুন্দর চেহারা। কঠোর চিকিত্সার পরে, ওয়েল্ডগুলি খুঁজে পাওয়া সহজ নয় এবং সিঙ্কের পৃষ্ঠটি সমতল এবং মসৃণ। অসুবিধা হল যে কিছু ভোক্তা এর দৃঢ়তা সন্দেহ করে। প্রকৃতপক্ষে, বর্তমান ঢালাই প্রযুক্তিতে প্রধানত সাব-আর্ক ওয়েল্ডিং এবং সবচেয়ে উন্নত সংখ্যাসূচক নিয়ন্ত্রণ প্রতিরোধের ঢালাই অন্তর্ভুক্ত রয়েছে এবং গুণমানটি উত্তীর্ণ হয়েছে। এই ঢালাই পদ্ধতির অসুবিধা হল এটি অত্যধিক উপাদান গ্রহণ করে এবং দুটি ইস্পাত প্লেট পাঞ্চ করতে হয়।
2) অন্যটি হল দুটি একক বেসিনের একটিতে বাট ঢালাই, যাকে বাট ওয়েল্ডিংও বলা হয়।
সুবিধা হল বেসিন এবং প্যানেল অবিচ্ছেদ্যভাবে প্রসারিত এবং গঠিত, যা শক্তিশালী এবং টেকসই। অসুবিধা হল যে ঢালাই ট্রেস দেখতে সহজ, এবং সমতলতা সামান্য খারাপ। প্রকৃতপক্ষে, কিছু তথাকথিত এক-ধাপে ডবল-ট্যাঙ্ক সিঙ্কগুলি এক টুকরো উপাদান থেকে স্ট্যাম্প করা হয় না তবে দুটি একক বেসিন দ্বারা টেইলার-ওয়েল্ড করা হয়। আপনি যখন এটি কিনবেন, তখন আপনি মনোযোগ দিতে পারেন সোল্ডার জয়েন্টটি দুটি সিঙ্কের মাঝখানে, যা বিপরীত দিক থেকে দেখা যায়। একটি প্লেট দুটি সিঙ্কে খোঁচা হয়। পৃথিবীতে এমন কোনো প্রযুক্তি নেই। বাট-ঢালাই করা পাত্রের জন্য সবচেয়ে কঠিন কাজটি হল পাত্রের সমতল পৃষ্ঠ নিশ্চিত করা। যদি এটি নিশ্চিত করা যায়, তাহলে এটি সত্যিই সেরা উপায়। যেহেতু এটি সামগ্রিক স্ট্রেচিংয়ের মতো একই উপাদান ব্যবহার করে, এটি সংযুক্ত স্ট্রেচিংয়ের প্রসারিত সমস্যাও সমাধান করতে পারে।
সিঙ্কের ঢালাই গুণমান হল সিঙ্কের জীবনকে প্রভাবিত করে সবচেয়ে গুরুত্বপূর্ণ ফ্যাক্টর। ভাল ঢালাই জং এবং desoldering প্রতিরোধ করতে পারেন. ঢালাই মসৃণ, মসৃণ, টাইট, মিথ্যা ঢালাই, মরিচা দাগ এবং burrs মুক্ত হতে হবে। সমস্ত ডাবল বেসিন যার গভীরতা 18 সেন্টিমিটারের বেশি ঝালাই করা হয়। কারণ ডাবল বেসিন ট্যাঙ্কটি একই সময়ে 18cm এর বেশি প্রসারিত হয় (ট্যাঙ্কের গভীরতা, ট্যাঙ্কের মোট উচ্চতা এবং ট্যাঙ্কের পাশে নয়)), এটি প্রক্রিয়াকরণ প্রযুক্তির সীমা গভীরতা।
2. ওয়ান-টাইম ফর্মিং ইন্টিগ্রাল স্ট্রেচিং পদ্ধতি (প্রধানত একক খাঁজের জন্য ব্যবহৃত)
স্টেইনলেস স্টিলের সিঙ্ক প্রক্রিয়াকরণের এই পদ্ধতিটি একটি সম্পূর্ণ শীট উপাদান দিয়ে তৈরি, যার জন্য অপেক্ষাকৃত উচ্চ প্রক্রিয়াকরণ সরঞ্জাম এবং ছাঁচের প্রয়োজন হয়। যেহেতু এককালীন গঠনের জন্য শীটের উচ্চ গুণমান এবং নমনীয়তা প্রয়োজন, এটি সাধারণত 0.8-1 মিমি পুরু স্টেইনলেস স্টিল শীট দিয়ে পাঞ্চ করা হয়। অবিচ্ছেদ্য ছাঁচ এবং আমদানি করা পাঞ্চ প্রেস সরঞ্জাম ব্যবহার করুন। এক-শট ছাঁচনির্মাণ পদ্ধতির উত্পাদনে শীটের প্রান্তের বড় কাটিয়া ক্ষতি এবং ছাঁচ এবং সরঞ্জামগুলিতে উচ্চ বিনিয়োগের কারণে, খরচ বেশি। অতএব, এই পদ্ধতি দ্বারা উত্পাদিত স্টেইনলেস স্টীল সিঙ্ক আরো ব্যয়বহুল।
এককালীন ছাঁচনির্মাণ প্রক্রিয়া খুবই জনপ্রিয়, এবং এর উত্পাদন প্রক্রিয়া কঠিন। এই ধরনের উৎপাদন প্রযুক্তি খুবই চাহিদাপূর্ণ, এবং এক-টুকরা গঠন প্রক্রিয়া একটি বিশেষ গুরুত্বপূর্ণ প্রক্রিয়া, যার জন্য উচ্চ ইস্পাত প্লেট উপাদান প্রয়োজন। এটি বেসিন বডির ঢালাইয়ের কারণে সৃষ্ট ফুটো সমস্যার সমাধান করেছে যে ঢালাই বিভিন্ন রাসায়নিক তরল (যেমন ডিটারজেন্ট, স্টেইনলেস স্টিল ক্লিনার ইত্যাদি) এর ক্ষয় সহ্য করতে পারে না। তবে একটি প্লেটকে একটি সিঙ্কে ফ্লাশ করার অনেকগুলি ত্রুটি রয়েছে, যেমন:
1) গঠিত সিঙ্কের সামগ্রিক বেধ অসম, তুলনামূলকভাবে পাতলা, বেশিরভাগই প্রায় 0.7 মিমি। এই প্রযুক্তিটি বর্তমানে কাটিয়ে উঠতে পারেনি, সিঙ্কের নীচের অংশটি খুব পাতলা এবং ভাল বেসিনের বেধ 0.8-1.0 মিমি হওয়া উচিত।
2) সিঙ্ক খুব গভীর হতে পারে না. যেহেতু এটি খুব গভীর, সিঙ্কের প্রাচীরটি খুব পাতলা এবং ভাঙ্গা হবে এবং খুব অগভীর জল সহজেই ছড়িয়ে পড়বে, যা ব্যবহার করা অসুবিধাজনক।
3) স্ট্রেচিং ওয়াটার ট্যাঙ্কের জন্য সাধারণত উচ্চ-তাপমাত্রা অ্যানিলিং প্রয়োজন হয়, সাধারণত 1200 ডিগ্রির উপরে তাপমাত্রায়। এই জাতীয় চিকিত্সার পরে, জলের ট্যাঙ্কের অনমনীয়তা স্বাভাবিকভাবেই দুর্বল হয়ে যায় এবং জলের ট্যাঙ্কের কঠোরতা অবশ্যই আপস করা হয়।
4) প্রান্ত চিকিত্সা পরিপ্রেক্ষিতে, সামগ্রিক প্রসারিত বেসিন সাধারণত একক-স্তর flanging হয়. একদিকে, ইনস্টলেশন কর্মীর হাত কাটা খুব সম্ভব। সবচেয়ে গুরুত্বপূর্ণ বিষয় হল কোন "রিইনফোর্সিং রিব" নেই এবং ওজন যথেষ্ট ভাল নয়। একই সময়ে, সিলিং জলের প্রভাব অর্জন করা কঠিন।
5) সামগ্রিক প্রসারিত প্যানেল সমতল হওয়া কঠিন।
6) খরচ খুব বেশী. উপকরণ এবং প্রক্রিয়াগুলির জন্য অত্যন্ত উচ্চ প্রয়োজনীয়তার কারণে, একটি একক বেসিনের খরচ কার্যত বৃদ্ধি পেয়েছে।
এককালীন গঠনকারী সিঙ্কের সুবিধা হল যে উপাদানটি ঢালাই বেসিনের তুলনায় ভাল, প্রক্রিয়াটি জটিল এবং প্রক্রিয়াকরণ কঠিন। সিঙ্ক ঢালাই করার প্রক্রিয়াটি সহজ, এবং প্লেটটি একবারে ভালভাবে গঠিত হয় না, তবে আপেক্ষিক দাম একটু সস্তা, এবং নীচের প্লেটের পুরুত্বও এককালীন গঠনের চেয়ে ঘন। সহজ কথায় বলতে গেলে, ঢালাই করা সিঙ্ক এবং ওয়ান-পিস সিঙ্কের মধ্যে ব্যবহারে কোনো পার্থক্য নেই। যাইহোক, প্রক্রিয়াগত কারণে, ইন্টিগ্রেটেড স্টেইনলেস স্টীল সিঙ্ক খুব গভীর করা যায় না এবং জল স্প্ল্যাশিং একটি সমস্যা আছে। ইন্টিগ্রেটেড সিঙ্কের সবচেয়ে বিশিষ্ট সুবিধা হল বেসিনের ঢালাইয়ের ফাঁকের কারণে বিভিন্ন রাসায়নিক তরল (যেমন ডিটারজেন্ট, স্টেইনলেস স্টিল ক্লিনার ইত্যাদি) দ্বারা ক্ষয়প্রাপ্ত না হওয়ার কারণে এটি ফুটোতে সমস্যা হবে না। কিন্তু দীর্ঘ ওয়ারেন্টি সময়ের কারণে এই সুবিধার আর কোনো সুবিধা নেই।
পৃষ্ঠ চিকিত্সা
স্টেইনলেস স্টিলের সিঙ্কের জন্য বর্তমানে চার ধরনের পৃষ্ঠ চিকিত্সা প্রক্রিয়া রয়েছে: একটি হল ফ্রস্টেড (ব্রাশ করা), অন্যটি স্যান্ডব্লাস্টিং (ম্যাট পার্ল সিলভার পৃষ্ঠ), তৃতীয়টি পলিশিং (আয়না) এবং চতুর্থটি এমবসিং।
1. ফ্রস্টিং (তারের অঙ্কন)
বর্তমানে, স্টেইনলেস স্টীল সিঙ্ক প্রক্রিয়াকরণ শিল্পে সর্বাধিক ব্যবহৃত পৃষ্ঠ চিকিত্সা প্রক্রিয়া হল ফ্রস্টিং (তারের অঙ্কন)। কিছু নির্মাতারা ফ্রস্টিং প্রক্রিয়াটি বেশ সহজ করে এবং খরচও কম। পোলিশ করতে শুধু গ্রাইন্ডিং হুইল ব্যবহার করুন। এই ধরনের গ্রাহকদের উপাদান পৃষ্ঠের উপর খুব উচ্চ প্রয়োজনীয়তা নেই. এটি বেশ কয়েকবার পালিশ করার পরে সামান্য পৃষ্ঠের ত্রুটি দূর করা হয়।
বর্তমানে, Wuxi এবং Zhejiang-এর কিছু স্টেইনলেস স্টিল বিতরণ ইউনিট পুরো রোল তেল নাকাল সরঞ্জাম চালু করেছে, যা স্টেইনলেস স্টীল সিঙ্ক প্রক্রিয়াকরণ উদ্যোগগুলির জন্য প্রান্তিকতা বাড়ায়। পণ্যের পৃষ্ঠের মানের দিকে আরও মনোযোগ দিতে হবে। অবশ্যই, পুরো রোলের তেল মিলিংও উপাদানের পৃষ্ঠের গুণমানের একটি পরীক্ষা, যার মধ্যে গ্রাহকের দ্বারা প্রয়োজনীয় পৃষ্ঠ প্রক্রিয়াকরণ শৈলী, টেক্সচারের দিক, ইত্যাদি ত্রুটিগুলি এই প্রক্রিয়াকরণে প্রদর্শিত হওয়া সহজ। প্রক্রিয়া হল রঙের পার্থক্য ব্যান্ড, কম্পন প্যাটার্ন, এবং ইন্ডেন্টেশন এবং প্রক্রিয়াকরণের সময় বন্ধ বা বেল্ট পরিবর্তনের কারণে প্যাটার্নের গভীরতা।
2. স্যান্ডব্লাস্টিং (ম্যাট পার্ল সিলভার পৃষ্ঠ)
স্যান্ডব্লাস্টিংয়ের পরে স্টেইনলেস স্টিলের সিঙ্কের প্রভাব হল মুক্তা ম্যাট। এর সুবিধা হল এটি তেলে লেগে থাকে না এবং এটি খুব সুন্দর। এই পৃষ্ঠ চিকিত্সা প্রক্রিয়া ইউরোপে খুব জনপ্রিয় এবং ফ্যাশনেবল। কিছু গৃহস্থালী যন্ত্রপাতির পৃষ্ঠের চিকিত্সায়, প্রায় সমস্ত রপ্তানি নির্মাতারা এই প্রক্রিয়াকরণ শৈলী গ্রহণ করে। স্যান্ডব্লাস্টিং প্রধানত শট ব্লাস্টিং গ্লাস পুঁতি ব্যবহার করে, এবং তারপর রাসায়নিক পৃষ্ঠ চিকিত্সা.
3. পলিশিং (আয়না)
পলিশিং (আয়না) হল প্রারম্ভিক দিনগুলিতে একটি বহুল ব্যবহৃত পৃষ্ঠ চিকিত্সা শৈলী। যাইহোক, এটি শুরুতে ম্যানুয়াল পলিশিং বা পরে যান্ত্রিক পলিশিংয়ের উপর নির্ভর করুক না কেন, এটি একটি মসৃণ এবং প্রতিফলিত পৃষ্ঠের সাধনা ছিল। পৃষ্ঠটি যত বেশি চ্যাপ্টা, প্রতিফলনের মাত্রা তত বেশি। মসৃণতা উপাদান নিজেই উচ্চ প্রয়োজনীয়তা আছে, এবং পৃষ্ঠ গুণমান প্রক্রিয়াকরণের সময় নিয়ন্ত্রণ করা কঠিন, এবং এটি স্ক্র্যাচ করাও সবচেয়ে সহজ। আর অনেকদিন পর মিরর ইফেক্ট চলে গেছে।
4. এমবসিং
এমবসড স্টাইল এমবসড উপাদান দিয়ে তৈরি। গার্হস্থ্য ইস্পাত মিলগুলিতে এই উপাদানটির কোনও স্টক নেই এবং এই উপাদানটির উত্পাদন প্রযুক্তি সমস্ত-ইস্পাত প্ল্যান্টগুলিতে উপলব্ধ নয়, তাই এর দাম তুলনামূলকভাবে বেশি। এমবসড উপাদান খুব পরিধান-প্রতিরোধী. আমি ব্যক্তিগতভাবে মনে করি যে এই উপাদানটির জনপ্রিয়তা যদি অন্যান্য পৃষ্ঠ-চিকিত্সা উপকরণগুলির মতো জনপ্রিয় হতে পারে তবে এটি বাজার দ্বারাও স্বীকৃত হবে।

স্টেইনলেস স্টীল সিঙ্কের নির্দিষ্ট গঠন প্রক্রিয়া
1. প্রসারিত গঠন
1) মেশিন: প্লেটটি প্রসারিত করতে সাধারণত একটি বড় টনেজ হাইড্রোলিক প্রেস (200T) বা তার বেশি ব্যবহার করুন।
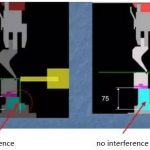
2) ছাঁচ: কোণটি খুব সোজা হওয়া উচিত নয়, সাধারণত সরাসরি φ10 এর উপরে, গঠনটি যুক্তিসঙ্গত হওয়া উচিত।
3) উপাদান: সাধারণত, প্লেটের পুরুত্ব 0.8-1.0mm এর মধ্যে হওয়া প্রয়োজন। যদি এটি এই পরিসীমা অতিক্রম করে, এমনকি একটি 500T হাইড্রোলিক প্রেস দুর্বল হবে।
4) তাপ চিকিত্সা: সামগ্রিক প্রসারিত জলের ট্যাঙ্কে সাধারণত উচ্চ-তাপমাত্রার অ্যানিলিং চিকিত্সার প্রয়োজন হয়, সাধারণত 1200 ডিগ্রির উপরে তাপমাত্রায়, প্রসারিত করার পরে অভ্যন্তরীণ চাপ দূর করতে।
5) পৃষ্ঠ চিকিত্সা: তারের অঙ্কন, মসৃণতা, মসৃণতা (সাধারণত মসৃণ)।
6) প্রক্রিয়া: ডাইতে অঙ্কন তেল যোগ করার পরে, প্লেটটি মসৃণভাবে প্রসারিত করা যেতে পারে, গঠনের পরে অ্যানিলিং চিকিত্সা এবং পৃষ্ঠের চিকিত্সা করা যেতে পারে।
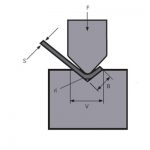
2. হাত ছাঁচনির্মাণ
1) মেশিন: সাধারণত প্রেস ব্রেক বেন্ডিং মেশিন, গঠনের জন্য হাইড্রোলিক প্রেস এবং ঢালাইয়ের জন্য আর্গন আর্ক ওয়েল্ডিং মেশিন ব্যবহার করুন।
2) ফিক্সচার: নমন ফিক্সচার, হাইড্রোলিক প্রেস ছাঁচ।
3) উপাদান: যেহেতু প্রক্রিয়াটি নমনকে গ্রহণ করে, প্লেটের বেধ সীমাবদ্ধ নয়, এবং একটি যুক্তিসঙ্গত বেধ সাধারণত অর্থনীতি অনুসারে গৃহীত হয়।
4) ঢালাই: উপাদানের বেধ অনুযায়ী, বিভিন্ন ঢালাই স্রোত নির্বাচন করা যেতে পারে, উদাহরণস্বরূপ, 220A এর নীচে ঢালাই কারেন্ট 1.2 মিমি ব্যবহার করা হয়।
5) পৃষ্ঠ চিকিত্সা: তারের অঙ্কন, মসৃণতা, মসৃণতা (সাধারণত মসৃণ)।
6) প্রক্রিয়া: সাধারণত, শীটটি প্রথমে বাঁকানো হয় এবং গঠিত হয়, এবং তারপর পাশের সিমগুলি একটি অরিগামি বক্সের মতো ঝালাই করা হয় এবং অবশেষে পৃষ্ঠের চিকিত্সা করা হয়।
সংশ্লিষ্ট পণ্য
 বড় ব্যবসা করতে আমাদের সাথে যোগ দিন!
বড় ব্যবসা করতে আমাদের সাথে যোগ দিন!- গিলোটিন শিয়ারিং মেশিন কীভাবে পরিচালনা করবেন
- নমন মাঝারি এবং পুরু প্লেট WILA দক্ষ সমাধান
- প্রেস ব্রেক বেন্ডিং মেশিনের উপযুক্ত ডাই কীভাবে চয়ন করবেন
- প্রেস ব্রেক ডাইস কি দিয়ে তৈরি? প্রেস ব্রেক টুলিং কি?
- নমন মেশিন ছাঁচের প্রচলিত নমন ক্রম এবং দৈনিক ব্যবহারের স্পেসিফিকেশন
- বিভিন্ন প্রদেশে বিভক্ত করা ন্যায্য
- QC11Y 12x6000mm হাইড্রোলিক গিলোটিন শিয়ার আর্জেন্টিনাকে বিতরণ করা হয়েছিল
- শীর্ষ 10 গিলোটিন শিয়ারিং মেশিন প্রস্তুতকারক
- স্টেইনলেস স্টিল মেটাল শিটের জন্য ১০০০ওয়াট, ১৫০০ওয়াট, ২০০০ওয়াট ম্যানুয়াল হ্যান্ডহেল্ড লেজার ওয়েল্ডিং ফাইবার লেজার ওয়েল্ডার মেশিন।