শিট মেটাল প্রক্রিয়াকরণ শিল্পে প্রায়ই শিয়ারিং মেশিন ব্যবহার করা হয়। আপাতদৃষ্টিতে সহজ শিয়ারিং অ্যাকশনে আসলে অনেক কৌশল রয়েছে, ব্লেড গ্যাপের সমন্বয় ধাপ থেকে শুরু করে বিভিন্ন উপকরণের সমন্বয় কৌশল এবং এমনকি ব্লেড নির্বাচন পর্যন্ত। কাটিং মানের সাথে সম্পর্কিত, নিম্নলিখিতটি শিয়ারিং ব্লেড ফাঁক সমন্বয়ের প্রাসঙ্গিক বিষয়বস্তুকে অনেক দিক থেকে বিস্তারিতভাবে উপস্থাপন করবে।
ব্লেড গ্যাপ অ্যাডজাস্টমেন্ট হ্যান্ড হুইল: (হাইড্রোলিক সুইং বিম শিয়ারিং মেশিন)

ব্লেড এজ ক্লিয়ারেন্সের বৈদ্যুতিক সমন্বয় (হাইড্রোলিক গিলোটিন শিয়ারিং মেশিন)

বিভিন্ন কাঁচি ব্লেড ক্লিয়ারেন্স
সুইং বিম শিয়ারিং মেশিনটি একটি দ্রুত ব্লেড গ্যাপ অ্যাডজাস্টমেন্ট মেকানিজম দিয়ে সজ্জিত, যা বিভিন্ন প্লেটের বেধ এবং উপকরণ অনুযায়ী কাটার জন্য ভাল ব্লেডের ফাঁক সামঞ্জস্য করতে পারে এবং রেফারেন্স নির্বাচনের জন্য একটি সঠিক প্যারামিটার টেবিলের সাথে সজ্জিত এবং সন্তোষজনক কাটিং পায় যুক্তিসঙ্গত ফলক ফাঁক মাধ্যমে গুণমান. টুল পোস্টটি ঘোরার সাথে সাথে সুইং বিম শিয়ারের শিয়ারিং এঙ্গেল এবং শিয়ারিং গ্যাপ পরিবর্তিত হবে।
তিন-পয়েন্ট রোলার গাইড গ্রহণ করুন, প্যাপিলিওনাসিয়াস স্প্রিং দ্বারা সামনের রোলারে বল প্রয়োগ করে, কাটিং বিম দুটি পিছনের রোলারের সাথে শক্তভাবে যোগাযোগ রাখে। কাটার সময়, সিস্টেমটি আরও ভাল কাটিয়া গুণমান পাওয়ার জন্য বিভিন্ন শীটের চাহিদা অনুসারে ছুরির প্রান্তের ফাঁকটিকে বৈদ্যুতিকভাবে সামঞ্জস্য করবে।

ব্লেড ফাঁক সমন্বয় মধ্যে পার্থক্য
সুইং বিম শিয়ারিং মেশিনে ব্লেডের ফাঁক ম্যানুয়ালি সামঞ্জস্য করার কাজ আছে, শুধু হ্যান্ডেলটি ঘুরিয়ে দিন। গিলোটিন শিয়ারগুলির ব্লেডের ফাঁকটিকে বৈদ্যুতিকভাবে সামঞ্জস্য করার কাজ রয়েছে, যা সিস্টেমের মাধ্যমে আরও সুবিধাজনক এবং নির্ভুলভাবে সামঞ্জস্য করা যেতে পারে, যা ভাল শিয়ারের গুণমান পেতে উপকারী।

| ব্লেড ফাঁক সমন্বয় পদক্ষেপ |
| 1. নীচের ব্লেডটি সরান এবং টুকরো টুকরো করে পরিষ্কার করুন |
| 2. ফলকটি চারটি দিকে ব্যবহার করা যেতে পারে এবং নির্বাচিত একপাশে শক্তভাবে ইনস্টল করা হয়। এবং অনুভূমিক এবং উল্লম্ব দিকগুলিতে ব্লেডের সোজাতা পরীক্ষা করুন। |
| 3. উপরের ব্লেড স্থির এবং সামঞ্জস্য করা যাবে না। আমরা নীচের ব্লেড সামঞ্জস্য করে শিয়ার ব্লেডের ফাঁক সামঞ্জস্য করি। |
| 4. ক্লিয়ারেন্স বাড়ানোর জন্য নীচের ব্লেডের বাম এবং ডান স্ক্রুগুলি সন্ধান করুন, সাধারণত বাইরের দিকে। |
| 5. নীচের ব্লেডের বাম এবং ডানদিকে দুটি সেট স্ক্রু খুঁজুন যা ব্যবধান সংকুচিত করতে নীচের ব্লেডটিকে ধাক্কা দেয়। তাদের উপর লক ব্যাকআপ বাদাম আছে. সাধারণত, ভিতরের দিকে। |
| 6. নীচের ব্লেড টেবিলের বাম এবং ডান চারটি বোল্ট আলগা করুন |
| 7. ম্যানুয়াল বাঁক দ্বারা উপরের ব্লেডটি সঠিক অবস্থানে নামানো হয় এবং অপারেটর সামঞ্জস্য শুরু করতে শিয়ারিং মেশিনের ফাঁকা জায়গায় যায় |
| 8. বাম হাতের উপরের এবং নীচের ব্লেডের খালি অংশ থেকে মোটামুটিভাবে 0.5 মিমি সামঞ্জস্য করতে একটি ফিলার গেজ ব্যবহার করুন |
| 9. ম্যানুয়াল বাঁক ব্লেডটিকে মধ্যম অবস্থানে নিয়ে যায় এবং মোটামুটিভাবে 0.5 মিমিতে সামঞ্জস্য করে। |
| 10. ম্যানুয়াল বাঁক ব্লেডটিকে সঠিক অবস্থানে নিয়ে যায় যেখানে উপরের এবং নীচের ছুরিগুলি বিচ্ছিন্ন হয় না। মাঝের অবস্থানটি মোটামুটিভাবে 0.5 মিমিতে সামঞ্জস্য করা হয়। |
| 11. ম্যানুয়ালি উপরের ব্লেডটিকে সঠিক অবস্থানে ঘুরিয়ে দিন এবং সূক্ষ্ম সমন্বয় শুরু করুন। |
| 12. ফিলার গেজের তিনটি তার পাঁচটি তারের মধ্যে প্রবেশ না করা পর্যন্ত বাম হাতের উপরের এবং নীচের ব্লেডগুলি কামড়ায় না এমন অবস্থানটি সূক্ষ্ম-টিউন করতে ফিলার গেজ ব্যবহার করুন৷ |
| 13. ব্লেডটিকে ম্যানুয়ালি মধ্যম অবস্থান পর্যন্ত ঘুরিয়ে দিন এবং যতক্ষণ না ফিলার গেজ তিনটি তারে প্রবেশ করতে পারে এবং পাঁচটি তার প্রবেশ করতে পারে না ততক্ষণ পর্যন্ত সূক্ষ্ম সমন্বয় শুরু করুন। |
| 14. ব্লেডটিকে ম্যানুয়ালি সেই অবস্থানে ঘুরিয়ে দিন যেখানে উপরের এবং নীচের ছুরিগুলি ডানদিকে বিচ্ছিন্ন হয় না এবং সূক্ষ্ম সমন্বয় শুরু করুন যতক্ষণ না ফিলার গেজ তিনটি তারে প্রবেশ করতে পারে এবং পাঁচটি তার প্রবেশ করতে পারে না। |
| 15. যখন শিয়ারিং মেশিনের কাটিং প্রান্তটি তীক্ষ্ণ হয়, যদি কাটা শীটের প্রান্তে burrs থাকে, তাহলে উপরের এবং নীচের ব্লেডগুলির মধ্যে ব্যবধান যথাযথভাবে হ্রাস করা যেতে পারে। |
সাধারণ সমস্যা এবং ছুরি সমন্বয় দক্ষতা
সবচেয়ে ঘন ঘন সম্মুখীন ধাতব প্লেট হল:
1. 13 মিমি এর বেশি পুরু প্লেট।
2. 0.2~4 মিমি পাতলা প্লেট।
3. ফ্লাওয়ার বোর্ড।
4. হাই টেনশন প্লেট (সাধারণত অটোমোবাইল শীট মেটালে ব্যবহৃত হয়)।
5. টাইটানিয়াম প্লেট
ব্লেডের সবচেয়ে সাধারণ সমস্যা হল চিপিং বা টুল ডেন্ট। এই সমস্যাগুলির প্রতিক্রিয়া হিসাবে, আমাদের প্রথমে উপরের এবং নীচের ব্লেডগুলির মধ্যে ব্যবধান নির্ধারণ করতে হবে।
ব্লেড সমন্বয় দক্ষতা
ব্লেড সামঞ্জস্য করার সময়, আপনাকে প্লেটের পুরুত্বের চেয়ে প্রায় 2 ~ 3 মিমি পুরু থেকে ফাঁক সেট করতে হবে। অর্থাৎ, যখন আপনি একটি 5 মিমি পুরু প্লেট কাটতে চান, তখন আপনার 7 মিমি বা 8 মিমি থেকে সামঞ্জস্য করা শুরু করা উচিত এবং ধীরে ধীরে এটিকে সামঞ্জস্য করা উচিত, যখন আপনি এটিকে কেটে ফেলেন তখন প্লেটের কাটিয়া পৃষ্ঠটি 1/3 উজ্জ্বল পৃষ্ঠ দেখায় এবং 2/ 3 ম্যাট পৃষ্ঠ, যা সেরা কাটিয়া প্রভাব অর্জন করে। বরণনা নিম্নরূপ:


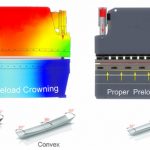
প্যাটার্ন বোর্ড কাটার সময় ফাঁক নির্ধারণ করা কঠিন, এবং সরাসরি বোর্ডের পুরুত্ব ব্যবহার না করে, প্যাটার্ন বোর্ডের সবচেয়ে উত্তল বিন্দু থেকে গণনা করা ঘনতম বেধ থেকে এটিকে সামঞ্জস্য করতে হবে। এছাড়াও, প্যাটার্নের মুখের উত্তল দিকটি নিচের দিকে কাটলে টুলটির আয়ু বাড়তে পারে।
উপরন্তু, প্লেট উপাদান বিবেচনা করা আবশ্যক, বিশেষ করে যখন স্টেইনলেস স্টীল কাটা। কাটিং টুলটি অবশ্যই ধারালো, পরিধান-প্রতিরোধী এবং শক্ত হতে হবে। অতএব, হাইড্রোলিক শিয়ারিং মেশিনের ফলক নিয়ে আলোচনা করা উচিত। ছুরির প্রান্তের কোণ এবং অন্যান্য উপস্থিতি নকশা এবং উত্পাদন নির্ভুলতা ছাড়াও, নির্বাচিত উপাদানটি টুলের গুণমানকে প্রভাবিত করে এমন একটি মূল কারণ।
সংশ্লিষ্ট পণ্য
 গিলোটিন শিয়ারিং মেশিন এবং সুইং বিম শিয়ারিং মেশিনের মধ্যে পার্থক্য
গিলোটিন শিয়ারিং মেশিন এবং সুইং বিম শিয়ারিং মেশিনের মধ্যে পার্থক্য- CNC শীট মেটাল ব্রেক এর অপারেশন এবং রক্ষণাবেক্ষণ
- গিলোটিন শিয়ারিং মেশিন কীভাবে পরিচালনা করবেন
- সম্মিলিত পাঞ্চিং এবং শিয়ারিং মেশিনের পরিচিতি
- QC12 গিলোটিন শিয়ার হাইড্রোলিক মেটাল শীট কাটার মেশিন
- হাইড্রোলিক শিয়ারিং মেশিনের সাধারণ ব্যর্থতার মেরামত এবং তেল সার্কিট সিস্টেমের রক্ষণাবেক্ষণ
- ফোর-কলাম হাইড্রোলিক প্রেসের জন্য সাধারণ ত্রুটি এবং সমস্যা সমাধানের পদ্ধতি
- হাইড্রোলিক গিলোটিন মেটাল শীট প্লেট স্টেইনলেস স্টীল শিয়ারিং মেশিন
- সিএনসি শীট মেটাল বেন্ডারের জন্য কীভাবে প্রতিফলন ক্ষতিপূরণ তৈরি করবেন
- QC11Y হাইড্রোলিক গিলোটিন শিয়ারিং মেশিন